
點選 《福利來了!PLC的資料(免費),你要嗎?》
MC_Home(使軸回原點)指令:

可使用以下型別的回原點:
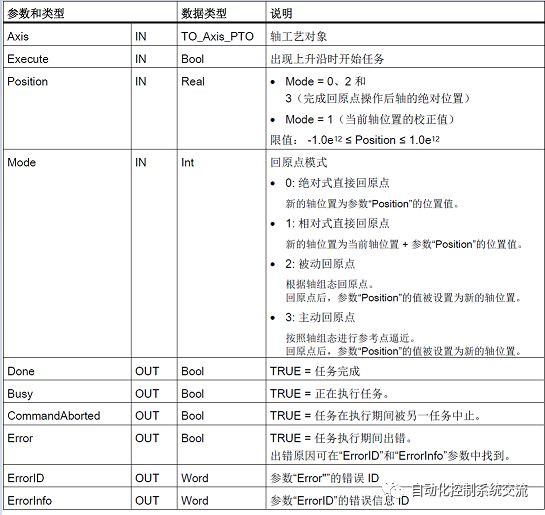
● 絕對式直接回原點 (Mode = 0): 當前軸位置被設定為引數“Position”的值。
● 相對式直接回原點 (Mode = 1): 當前軸位置的偏移量為引數“Position”的值。
● 被動回原點 (Mode = 2): 在被動回原點期間,指令 MC_Home不會執行任何回原點運動。使用者必須透過其它運動控制指令來執行該步驟所需的行進運動。檢測到參考點開關時,軸將回到原點。
● 主動回原點 (Mode = 3): 自動執行回原點步驟。
MC_Home 指令的引數:
說明:
在下列情況下,軸回原點會失敗:
• 透過 MC_Power 指令禁用軸
• 在自動控制和手動控制之間切換
• 主動回原點開始時(成功完成回原點操作後,可再次進行軸回原點操作。)
• 對 CPU 迴圈上電後
• CPU 重新啟動後(RUN-to-STOP 或 STOP-to-RUN)
要使軸回原點,請按以下步驟操作:
1. 檢查上文所述的要求。
2. 使用相應的值初始化必要的輸入引數,然後在輸入引數“Execute”出現上升沿時開始回原點操作。
3. 如果輸出引數“Done”和工藝物件變數 .StatusBits.HomingDone 指示值TRUE,則回原點操作完成。
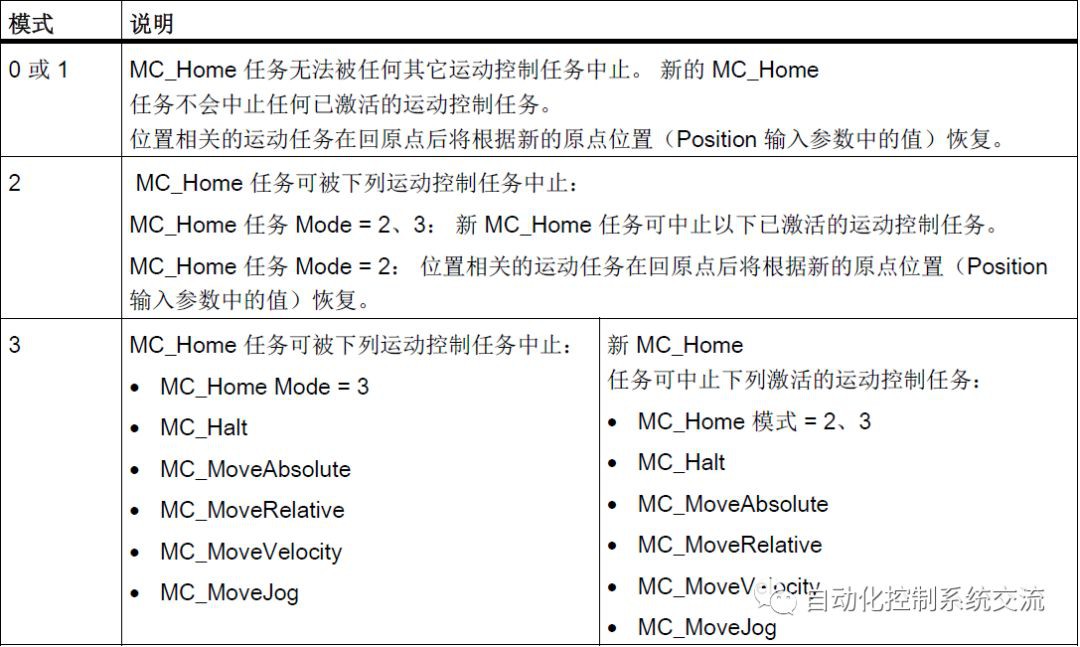
超馳響應:
![]() 尋找同路人
尋找同路人![]()
可透過選單查詢自己喜歡的文章彙總:
【現場儀錶】【DCS部分】【PLC部分】【SIS部分】【通訊】【標準】【數字化】【問題解答】此處列出部分連結,更多文章透過選單獲取。

